Ender 3 S1 Plus
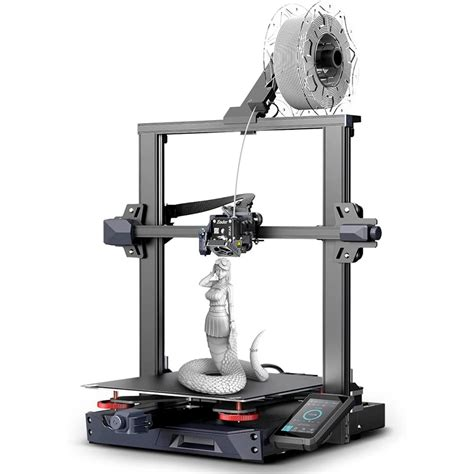 I got into 3D Printing when I bought a Creality Ender 3 S1 Plus in 2023 (pictured). It is an FDM printer with a build volume of 300 × 300 × 300 mm.
I got into 3D Printing when I bought a Creality Ender 3 S1 Plus in 2023 (pictured). It is an FDM printer with a build volume of 300 × 300 × 300 mm.
Once a 3D printer is calibrated, it requires little fiddling. The Ender S1 and other modern printers do auto-bed leveling (ABL). Once the bed is leveled and the height is calibrated, generally it doesn't require adjustment unless you change the nozzle, service the print head, or move the printer. See Ender 3 S1 Maintenance for more.
Extruder
This printer features a "direct drive" extruder, a configuration where the extruder motor is mounted directly above the hotend to push filament into the nozzle without the use of a long connecting Bowden tube.
Bowden extruders have to deliver the filament much further, leading to lower reliability and jamming, but direct drive extruders are slower and prone to print defects from excessive vibration.
Print bed
Different filaments require different print bed materials. For PLA, I use the polycarbonate bed plate that came with the printer. I have few adhesion issues with it.
I've also used textured PEI and borosilicate glass plates, but I've had more bed adhesion issues with those than the stock plate. Adhesion issues are normally mitigated with hairspray, a glue stick, or even masking tape.
- With too little adhesion, the partial print comes unstuck, ruining the shape.
- Too much, and the print is hard to remove, maybe even damaging the print surface!
Nozzles
I use stock brass nozzles at 0.4mm. I've experimented with 0.2mm for FDM miniatures, but found it challenging to get smooth extrusion.
Hotend and Bed Heating
Since I'm mainly printing PLA, I heat the brass nozzles to 200˚C, on a bed heated to 55˚C. The goal is for the plastic to flow well, but harden fast before it oozes. Materials with higher melting temperatures also demand more durable nozzle metals that won't deform like stainless steel, though my printer maxes out at a nozzle temperature of 260˚C.